RTB are next-generation pellet boilers that require as little attention as heat pumps, gas heating or liquid fuel heating. Only pellet refilling in the hopper and emptying the ash box a couple of times a year is needed. Boiler cleaning and combustion process monitoring are handled by the boiler automation.
The entire RTB boiler manufacturing and development process takes place in Denmark, at the NBE (NordjyskBioenergi) factory. NBE products hold 60–70% of the Danish market and around 10% of the total European pellet boiler market.

RTB Pellet Boilers
The boiler combustion process is controlled by a lambda probe, which ensures optimal fuel use and correct pellet combustion. Standard options also include an internet connection to the online pellet boiler community – stokercloud.dk – and a clear phone app in Latvian. This means that even when away from home, you can monitor boiler operation and control it from anywhere in the world. Calibration of the pellet feed auger is not mandatory for boiler operation – the boiler itself calculates the required oxygen and fuel volume for each output level.

 |
10-80kW |  |
 |
 |
 |
| Efficiency class | Output range | Warranty (years) | Automatic cleaning | Remote control | Safe and reliable in operation |
RTB pellet boiler advantages – efficiency, safety and comfort
RTB pellet boilers are designed to provide maximum automation, high efficiency and user convenience. These boilers combine a modern engineering solution suitable for both everyday household use and intensive commercial operation.
Automated cleaning with compressed air
- The boiler is equipped with high-pressure air nozzles that automatically clean the heat exchanger and burner from deposits.
- The burner and combustion chamber are made from stainless steel, ensuring longevity and consistent operation.
- This technology is used in high-output boilers – now also available for residential solutions.
Intelligent draught control and safety
- The flue gas fan automatically modulates draught, ensuring an optimal combustion process.
- A combustion chamber vacuum sensor provides protection – if draught is insufficient, the boiler automatically shuts off and prevents smoke from entering the room.
- Sealed, hermetic body with a thick insulation layer – no flue gas smell in the boiler room.
Economical and efficient operation
- A small water volume in the boiler ensures faster heating, especially important in summer mode.
- Optimal flue gas flow and centred combustion hot spot improves heat output and reduces condensation risk in the chimney.
- Return water operating temperature from 40°C – can be operated with low heat loss even in long heat distribution networks.
- Efficiency coefficient above 90%, low heat losses from the body.
Low maintenance requirements
- Boiler cleaning required only once per heating season.
- Up to 3 tonnes of pellets can be burned before the ash container needs emptying, thanks to ash compaction technology.
- Built-in pellet and ash level sensors – receive automatic notifications when pellets need refilling or the container needs cleaning.
Modern design and simple installation
- Body with concealed pipework and compact design.
- Multifunctional control module – convenient and precise operation control.
- Lower installation costs – all main components already factory-integrated.
Output scalability and expansion
- Ability to connect up to 8 boilers in cascade – up to 640 kW heating output for large buildings or industrial environments.
- 4 heating circuit and hot water control – suitable also for complex heating systems.
Long-term warranty
- Extended warranty of up to 10 years on the heat exchanger and 7 years on control components.
| Boiler model | RTB 10 Phoenix | RTB 16 Phoenix | RTB 30 Phoenix | RTB 50 Phoenix | RTB 80 Phoenix | RTB 100 Phoenix |
|---|---|---|---|---|---|---|
| Heated area | 50-150 m2 | 100-250 m2 | 180-450 m2 | 300-700 m2 | 500-1200 m2 | 700-1500 m2 |
| Price incl. VAT | 4900 EUR |
5200 EUR |
6200 EUR |
8100 EUR |
12900 EUR |
16200 EUR |
| Maximum output | 11 kW | 17 kW | 25 kW | 47 kW | 23 kW | 28 kW |
| Minimum output | 3 kW | 5.5 kW | 7.5 kW | 14.3 kW | 78 kW | 99.7 kW |
| Efficiency at nominal output | 93.9% | 91.10% | 91.40% | 93.60% | 93.60% | 93.20% |
| Efficiency at minimum output | 90.50% | 92.40% | 92.70% | 94.60% | 93.90% | 94.40% |
| Emission class | 5 | 5 | 5 | 5 | 5 | 5 |
| Width, without hopper, mm | 504 | 504 | 655 | 796 | 937 | 937 |
| Depth, mm | 920 | 920 | 926 | 1192 | 1396 | 1674 |
| Height, mm | 1236 | 1236 | 1240 | 1443 | 1643 | 1661 |
| Flue pipe, mm | 100 | 100 | 130 | 150 | 180 | 180 |
| Weight, kg | 222 | 222 | 280 | 470 | 785 | 876 |
| Water volume in boiler, l | 36 | 48 | 78 | 105 | 125 | |
| Ash box volume, l | 31 | 38 | 60 | 60 | 95 | |
| Heating connection | ¾" | ¾" | ¾" | 1" | 1 1/4" | 1 1/4" |
| Description | 4 heating circuit control – 3-way or 4-way valve control based on weather conditions, hot water heating in boiler tank control, pellet consumption monitoring, operation history, last 48h sensor reading graphs. | |||||
RTB pellet tanks
 |
 |
 |
|
| Model | RTB Phoenix hopper 300 | RTB Phoenix hopper 500 | RTB Phoenix hopper 700 |
|---|---|---|---|
| Hopper compatible with boilers | RTB 10 Phoenix, RTB 16 Phoenix, & RTB 30 Phoenix | RTB 10 Phoenix, RTB 16 Phoenix, & RTB 30 Phoenix | RTB 10 Phoenix, RTB 16 Phoenix, & RTB 30 Phoenix |
| Approximate hopper pellet capacity | 130 kg | 230 kg | 330 kg |
| Hopper volume | 200 l | 350 l | 500 l |
| Width (mm) | 300 | 500 | 700 |
| Depth (mm) | 1000 | 1000 | 1000 |
| Height (mm) | 1448 | 1448 | 1448 |
| Height with open lid (mm) | 1915 | 1915 | 1915 |
| Weight (kg) | 76 | 89 | 102 |
| Price EUR incl. VAT | 820 EUR |
950 EUR |
1080 EUR |
| Volume | 110 kg | 220 kg | 300 kg |
|---|---|---|---|
| Height, mm | 1300 | ||
| Width, mm | 600 | 815 | 1000 |
| Depth, mm | 600 | 815 | 1000 |
| PRICE, EUR incl. VAT | 650 | 720 | 760 |
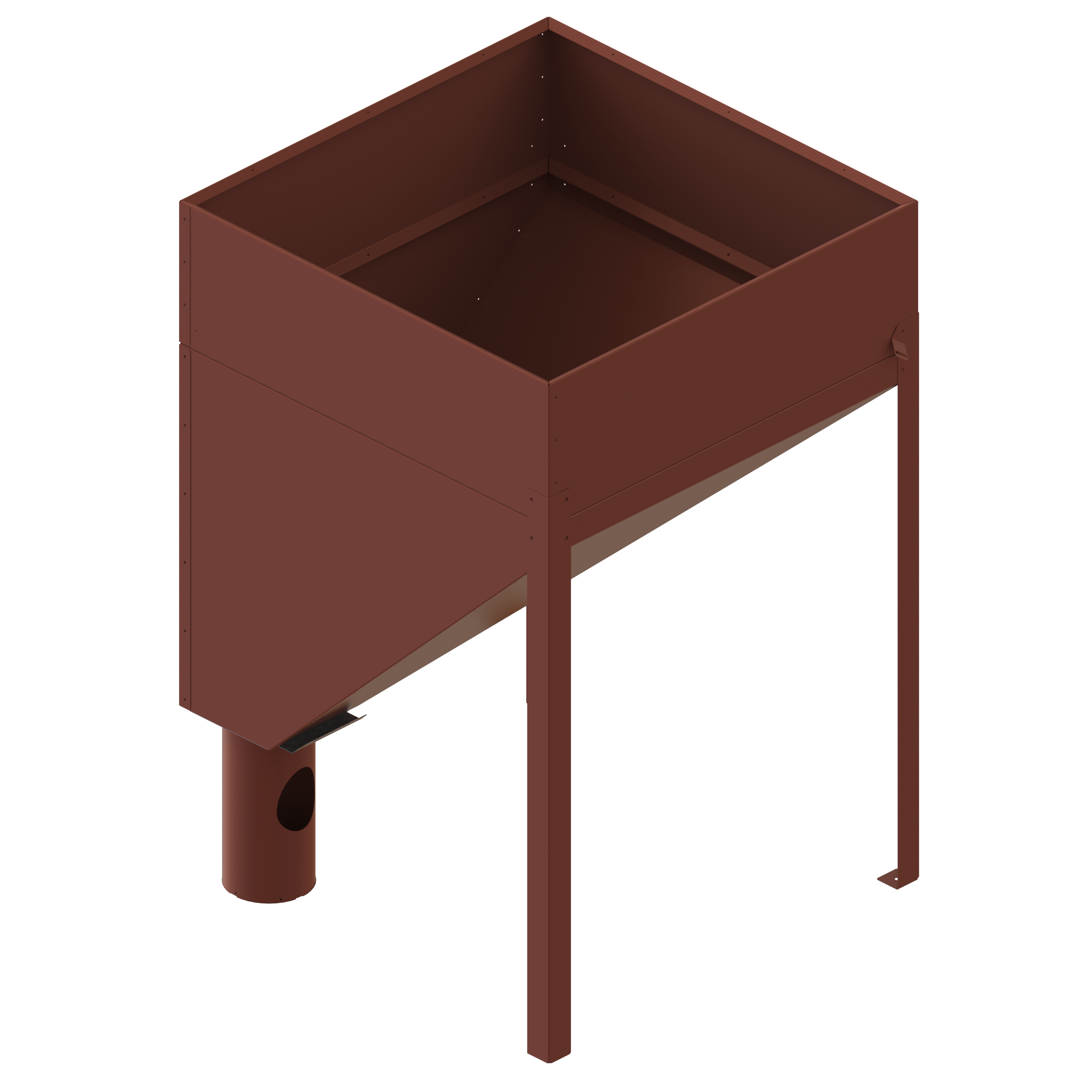
Boiler construction:
 |
 |
 |
 |
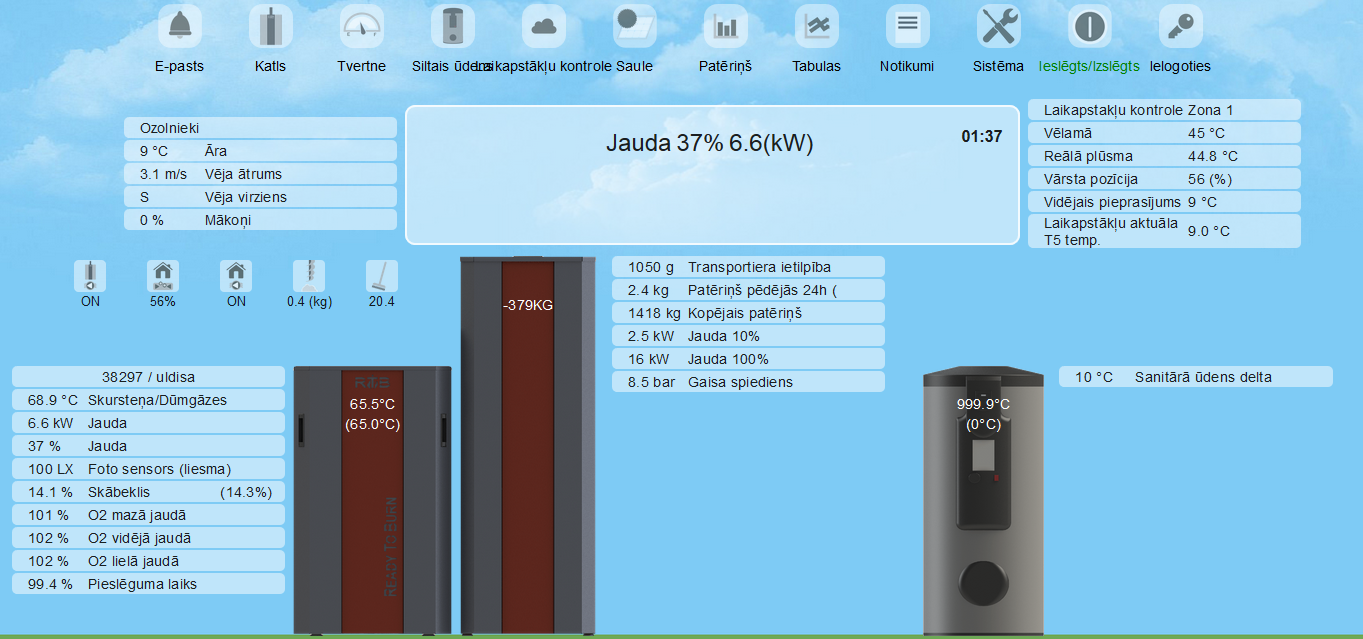
Web version stokercloud.dk:
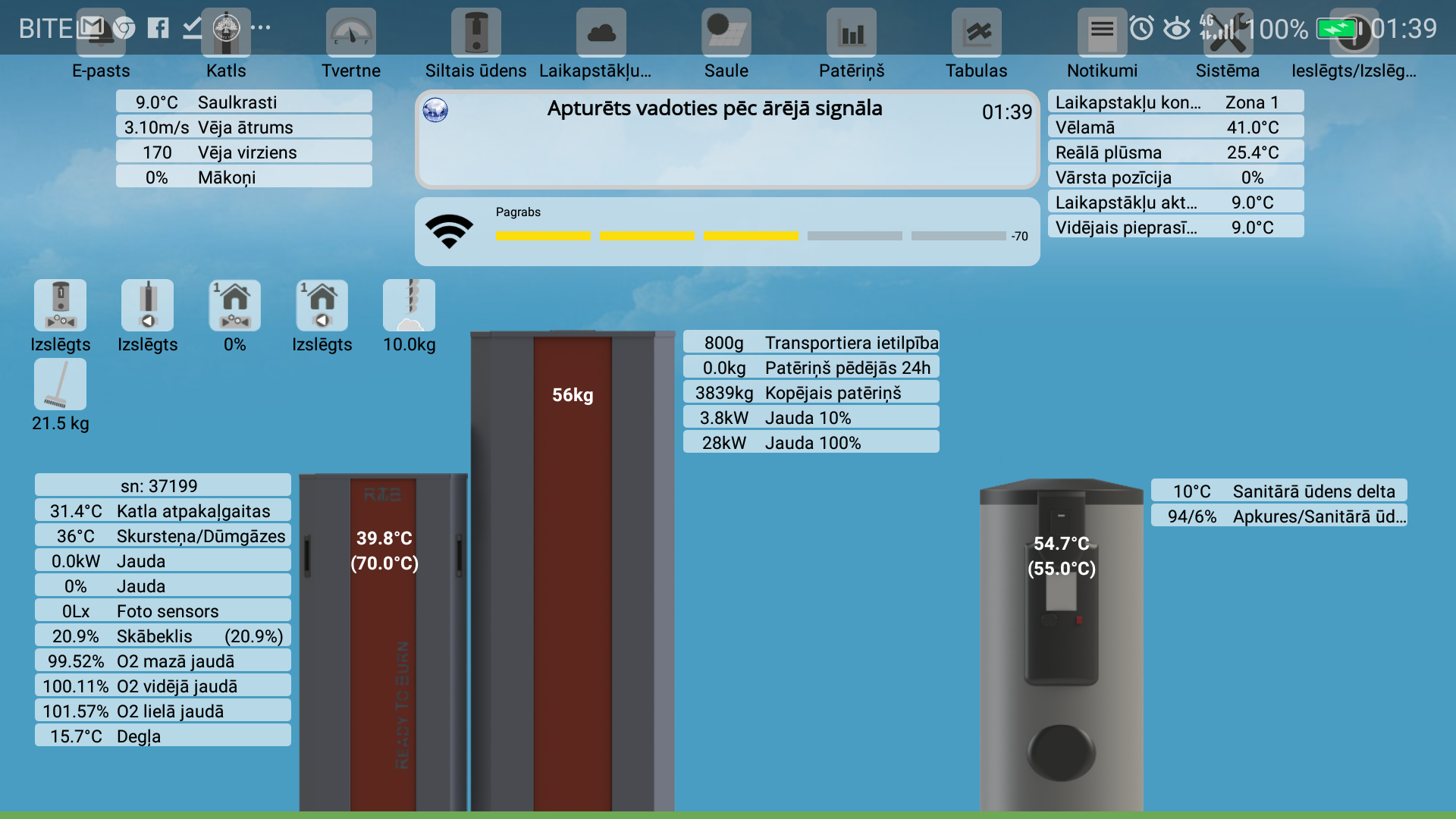
Android smartphone or tablet app:
 |
 |
 |
| Manual | Brochure |
Boiler connection diagrams |